

ЛњаЕШЫВЛФмВЛжЊЕФЃКТСКЯН№МЄЙтКИжЪСПБЃеЯДыЪЉ ЁЁЁЁБОЮФМђвЊЫЕУїТСКЯН№ЕФгІгУЬиадМАКИНгЬиадЃЌДгКИНгзМБИЃЌМгКИЗьБЃЛЄЦјЃЌВЩгУЫЋЙтАпМЄЙтКИЃЌМЄЙтЬюЫПКИЛђМЄЙт-MIGИДКЯКИЃЌЙЄвеВЮЪ§ЕїНкЕШЗНУцЫЕУїТСКЯН№МЄЙтКИЕФжЪСПБЃеЯЗНЗЈЃЌЙЄвЕЩњВњжаЛЙПЩвдНшжњЯжгаЕФИпЖЫМЄЙтЭЗРДЮШЖЈКИНгжЪСПЁЃ ЙиМќДЪЃКТСКЯН№ЃЛКИНгЃЛМЄЙтКИЃЛЫЋЙтАпЃЛИДКЯКИ ЁЁЁЁ  ЁЁЁЁТСКЯН№гІгУЬиадЃК ЁЁЁЁТСКЯН№вђВФжЪЧсЃЌФЭИЏЪДЃЌЕЭЮТадФмКЭЛњаЕзлКЯадФмКУЖјЙуЗКгІгУгкКНПеЁЂКНЬьЁЂЦћГЕЁЂЛњаЕжЦдьЁЂДЌВАМАЛЏбЇЙЄвЕЕШжкЖрСьгђЁЃЫцзХНќФъЙњМвЖдНкФмОМУЕФзЗЧѓЃЌТСКЯН№ЕФашвЊгжЩЯСЫвЛИіЬЈНзЁЃФПЧАЃЌЦћГЕаавЕжаЪЪгУТСКЯН№жївЊгаAl-Mg (5000 ЯЕСа )ЁЂAl-Mg-Si(6000 ЯЕСа)МАAl-Mg-Zn(7000ЯЕСа) Ш§ДѓЯЕСаЃЌЦћГЕЭтПЧЖргУФЭЪДПЩКИЕФ5000 ЯЕКЯН№ЃЌЖјСКжљЕШЧПЖШвЊЧѓНЯИпЕФВПЮЛдђгУ 6000 ЯЕЛђ 7000 ЯЕКЯН№ЁЃбаОПБэУїЃЌВЩгУТСКЯН№ВФСЯЪЪЕБМѕЧсЦћГЕЕФжиСППЩвдАбгЭКФНЕЕЭ37%ЃЛаќЙвзАжУЕФИККЩНЕЕЭ18%ЃЛеёЖЏЧПЖШНЕЕЭ5%ЁЃдкИїДѓЦћГЕГЇМгДѓЖдТСКЯН№МгЙЄбаЗЂгыжЦдьЭЖШыЕФЭЌЪБЃЌТСКЯН№ЕФКИНггжГЩЮЊвЛИіВЛЕУВЛНтОіКУЕФЛљДЁЮЪЬтЁЃ ЁЁЁЁТСКЯН№ЕФКИНгЬиадЃК ЁЁЁЁФПЧАЃЌжївЊВЩгУTIGКИЁЂMIGКИЕШГЃЙцЗНЗЈРДКИНгТСКЯН№ЁЃВЩгУГЃЙцЗНЗЈКИНгЃЌШШЪфШыСПДѓЕМжТКИЗьПэДѓЧвШлЩюНЯЧГЃЌТСКЯН№ЕМШШПьЃЌвБН№ЪБИпЮТШмНтДѓСПЕФЧтРДВЛМАвчГіВњЩњЧтЦјПз(ШмШыШлГижаЕФЧтЮіГіаЮГЩЕФЦјПзЃЌГЦЮЊвБН№ЦјПзЃЛЮДЭъШЋШлЛЏЕФбѕЛЏФЄжаЕФЫЎЗжвђЪмШШЗжНтЮіГіЧтаЮГЩЕФЦјПзЃЌГЦЮЊбѕЛЏФЄЦјПз)ЃЛгЩгквБН№ЫйЖШПьКИЗьН№ЪєОЇСЃДжДѓЃЌКИНгНгЭЗШэЛЏПЩЪЙЧПЖШМѕЩйДяЕН40%ЃЛТСКЯН№ШлЕуЕЭЖјЕМШШПьЃЌШлШкН№ЪєСїЖЏадВюЖјЪЙКИЗьГЩаЭВЛУРЙлЃЛЪмШШУцЛ§ДѓЃЌМгЙЄВФСЯШнвзБфаЮЖјгАЯьМгЙЄГпДчОЋЖШЁЃТСКЯН№ГЃЙцКИНгжЪСПФбвдБЃеЯЃЌЧвКИНгЫйЖШФбвдТњзуХњСПЩњВњвЊЧѓЁЃ ЁЁЁЁ 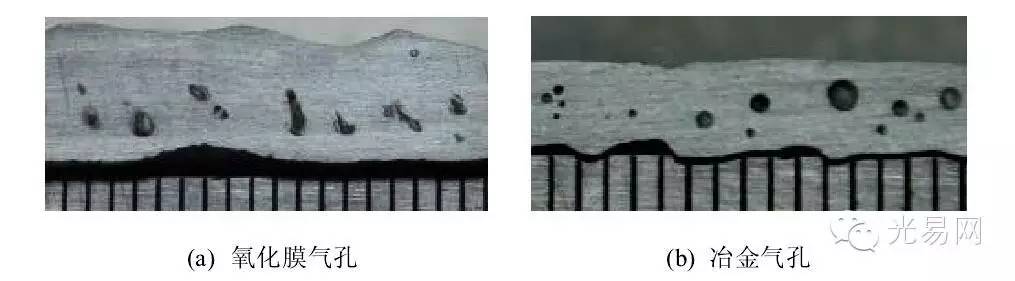 ЭМ1 ТСКЯН№КИНгЪБбѕЛЏФЄЦјПз(зѓ)КЭвБН№ЦјПз(гв) ЁЁЁЁЫцзХМЄЙтМгЙЄгІгУЦеМАЛЏЫЎЦНЕФЬсЩ§ЃЌВЩгУМЄЙтКИНгТСКЯН№ЃЌШШЪфШыСПаЁЧвШШдДМЏжаЃЌЬиБ№ЪЧЙтЯЫМЄЙтЦїЮЪЪРКѓЃЌМЄЙтКИНгТСКЯН№ЕФФмСПУмЖШИќМгМЏжаЃЌМЄЙтВЈГЄИќЖЬЃЌИпЗДЩфЕУЕНИФЩЦЁЃЭЈЙ§МЄЙтЬюЫПЃЌМЄЙт-MIGИДКЯКИЃЌЫЋЙтАпМЄЙтКИЕШЙЄвеЃЌПЩУїЯдИФЩЦТСКЯН№КИНгЕФГЩаЭаЇЙћЃЌЧвКИНгжЪСПЕУЕНИФЩЦЁЃ ЁЁЁЁЮоТлЪЧКЮжжКИНгЗНЗЈЃЌТСКЯН№КИНгЧАзМБИЙЄзїЪЧБиВЛПЩЩйЕФЃЌЖдТСКЯН№ЕФКИНгжЪСПгАЯьКмДѓЁЃКИНгЧАЖдТСКЯН№МўБэУцНјааЮоЫЎОЦОЋЛђБћЭЊВСЪдЃЌвдЧхГ§БэУцЫљЮќИНЕФЫЎЛђгЭЕШдгжЪЁЃЮЊЗРжЙЙЄМўдкПеЦјжаБЛбѕЛЏЃЌашвЊЖдЙЄМўНјааЛњаЕДђФЅЛђЛЏбЇДІРэВЂКцИЩЃЌвдОЁПьЭъГЩКИНгЁЃЮЊСЫМгПьТСКЯН№КИНгЪБЕФШлГиСїЖЏадЃЌПЩвддкТСКЯН№ЙЄМўКИНгБГУцМгЕцЭАхвдИФЩЦКИЗьГЩаЭЁЃКИНгЪБЃЌВЩгУArЦјБЃЛЄЃЌИєОјПеЦјЃЌФмМѕаЁЦјПзЕФВњЩњЁЃ ЁЁЁЁМЄЙтКИТСКЯН№гХЛЏжЪСПОпЬхДыЪЉЃК ЁЁЁЁТСКЯН№МЄЙтКИНгПЊЪМЪБЃЌДцдкИпЗДЩфЯжЯѓЃЌбЯжигАЯьВФСЯЖдМЄЙтФмСПЕФЮќЪеЃЌЖјВЈГЄдНЖЬЃЌВФСЯЖдЙтЕФЮќЪеОЭдНКУЃЌвђДЫЃЌЙтЯЫМЄЙтБШCO2МЄЙтЖдТСКЯН№ЕФЮќЪевЊКУЁЃЙтЯЫМЄЙтЕФЙтЪјФЃЪНвВЛсБШCO2МЄЙтКУЃЌФмСПУмЖШИќМгМЏжаЁЃвЛЕЉВФСЯПЊЪМЮќЪеЙтФмЃЌЖдвКЬЌН№ЪєЖдЙтЕФЗДЩфТЪОЭУїЯдЯТНЕЁЃ ЁЁЁЁВЩгУЫЋЙтАпМЄЙтКИЃЌФмЙЛУїЯдИФЩЦЦјПзТЪЃЌжївЊЪЧвђЮЊВЩгУЫЋЙтЪјНјааКИНгЪБЃЌСНЪјЙтаЮГЩвЛИіЯрЖдНЯДѓЕФГзПзЃЌЬсИпСЫГзПзЕФЮШЖЈадЃЌгаРћгкЦјЬхЕФвнГіЃЛЯрБШгкДЎааЫЋЙтЪјЃЌВЩгУВЂааЫЋЙтЪјКИНгЪБЃЌШлГиФкВПЮТЖШЬнЖШИќаЁЃЌНЕЕЭСЫвКЬЌН№ЪєФ§ЙЬЫйЖШЃЌбгГЄЦјХнЕФвнГіЪБМфЃЌгаРћгкМѕаЁЦјПзЧуЯђЃЛВЂааЫЋЙтЪјМЄЙтКИвВФмЬсИпЫЭЫПЕФЮШЖЈадЃЌЖдЮШЖЈКИНгжЪСПгаРћЁЃ ЁЁЁЁ  ЭМ2 ЫЋЙтАпМЄЙтЛёЕУЕФдРэЭМ(зѓ)МАФмСПУмЖШЗжВМЭМ(гв) ЁЁЁЁ  ЁЁЁЁЭМ3ВЂааЫЋЙтЪјМЄЙтКИФЃаЭЭМ4ДЎааЫЋЙтЪјМЄЙтКИФЃаЭ ЁЁЁЁВЩгУМЄЙтЬюЫПКИЃЌЯрБШТСКЯН№МЄЙтздШлКИЃЌФмЙЛЕУЕНИќКУЕФГЩаЭЁЃМЄЙтЬюЫПКИФмЙЛМцШнМЄЙтКИЕФИпФмСПУмЖШКЭЬюЫПКИЕФИпЧХНгФмСІЃЌЖдгкгавЛЖЈМфЯЖЕФКИЗьЃЌФмЙЛБЃжЄСМКУЕФГЩаЭаЇЙћЁЃЖјЧвЭЈЙ§ВЛЭЌЕФЬюГфВФСЯЕФбЁдёЃЌПЩвдЖдФИВФНјааВЛЭЌЕФЛЏбЇвБН№ЃЌЦ№ЕНвЛЖЈКЯН№дЊЫиВЙГфЧвЧПЛЏЕФЙІаЇЁЃ ЁЁЁЁВЩгУМЄЙтИДКЯКИЃЌЭЈЙ§МЄЙтгыЕчЛЁЕФИДКЯЃЌФмЙЛгааЇЯћГ§МЄЙтКИаЮГЩЕФЕШРызгЬхЕФгАЯьЁЃЭЈЙ§ЙтЫПМфОрЁЂДЕЦјЁЂКИЧЙНЧЖШЕШВЮЪ§ЕФЕїНкЃЌФмЙЛЛёЕУУРЙлЕФКИЗьЃЌЖјЧвЖдгкКёАхЮоашПЊЦТПкЛђжЛашПЊаЁЦТПкОЭПЩвдаЮГЩСМКУЕФКИЗьЁЃ ЁЁЁЁ 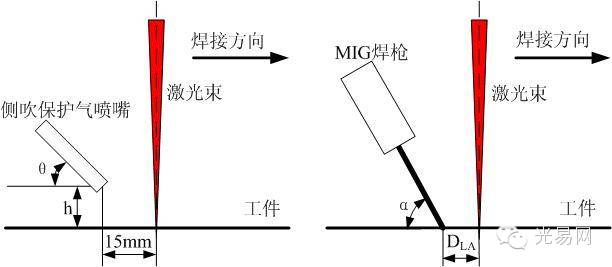 ЭМ5 ЕЅМЄЙтКИ ЭМ6 МЄЙт-MIGИДКЯКИФЃаЭБШНЯ 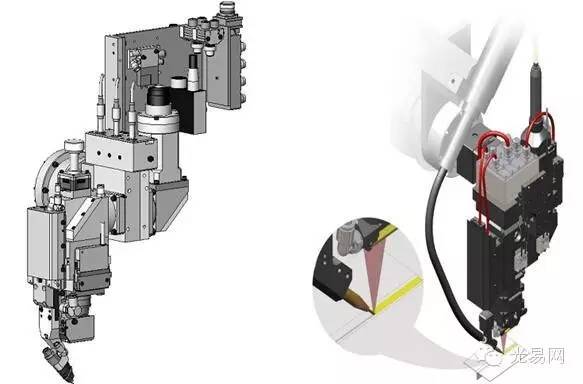 ЭМ7 HighYAGЩњВњЕФPDT-BМЄЙтЭЗ(зѓ)КЭScansonicЩњВњЕФALO3МЄЙтЭЗ(гв) ЁЁЁЁВЩгУКЯЪЪЕФКИНгЙЄвеВЮЪ§ЃЌФмЙЛБЃжЄКИНгжЪСПЁЃЭМ8ЮЊ6061ТСКЯН№МЄЙтЬюЫПКИНгЕФМЄЙтЙІТЪКЭКИНгЫйЖШЕФгХЛЏВЮЪ§ЗЖЮЇЙиЯЕЭМЁЃДгИУЭМжаПЩвдПДЕНЃЌМЄЙтЙІТЪКЭКИНгЫйЖШЕФгХЛЏЦЅХфВЮЪ§ЧњЯпГЪжБЯпЪНЩЯЩ§ЃЌаБТЪЛљБОБЃГжВЛБфЁЃУПвЛИіИјЖЈЕФМЄЙтЙІТЪжЕЃЌдкгХЛЏВЮЪ§ЧњЯпЩЯЖМгавЛИігХЛЏЕФКИНгЫйЖШгыжЎЖдгІЃЌЧвКИНгЫйЖШПЩдквЛЖЈЗЖЮЇФкБфЛЏШдФмЛёЕУГЩаЮжЪСПКУЕФКИЗьЃЌДЫЧјгђЪєгкКИНгЮШЖЈЧјЁЃдкФГвЛЙІТЪжЕЪБЃЌЕБКИНгЫйЖШЙ§ДѓЃЌШШЪфШыБфаЁЃЌТСКЯН№АхВФВЛФмКИЭИЃЌДЫЪБКИНгЫйЖШЙ§ДѓдђЯђЩЯГЌЙ§ЮШЖЈЧјЗЖЮЇЃЌЪєгкЮДШлЭИЧјЃЛЕБКИНгЫйЖШЙ§аЁЃЌШШЪфШыЙ§ДѓЃЌШлГиЯТЫњбЯжиЃЌДЫЪБЪєгкШлГиЬЎЫњЧјЁЃвЊЛёЕУЮШЖЈЕФКИЗьГЩаЭЃЌашвЊЦЅХфКЯЪЪЕФКИНгЙЄвеВЮЪ§ЁЃ  ЁЁЁЁЃЈБОЮФгЩЮфККЗЈРћРГЧаКИЯЕЭГЙЄГЬгаЯод№ШЮЙЋЫО ИпМЖЙЄГЬЪІ ЩђвхЬсЙЉЃЌИааЛзїепЕФДѓСІжЇГжЃЁЃЉ ЁЁЁЁзїепЃКЙтвзЭјЁЊЁЊзЈвЕЖўЪжМЄЙтЩшБИЗўЮёЦНЬЈЃЛЮЂаХЙЋжкКХЁАlaserusedЁБЃЛзЊдиЧыБЃСєАцШЈФкШнЁЃ ЗжЯэЕНЃК
|
