李述荣 来源:《綦齿传动》
1 前言
焊接作为一种机械加工的重要特殊工艺手段. 已经在我公司的生产当中有了一定的应用。随着我国汽车工业的飞速发展及市场竞争的日趋激烈,用户对于变速器的要求,不仅只表现在实物质量方面.而必将在品种上也提出新的需求。我公司作为变速器生产的专业骨干企业,为了适应市场的这种变化和需求,也必然要在变速器的质量和品种两方面都有所作为。一些特殊的工艺和设备必将大量地应用于公司的变速器生产中,焊接这种工艺也不例外,必将在公司的生产中得到更广泛的应用。因此,作为一名焊接工艺人员,在此有必要根据公司以往产品焊接接头设计方面存在的一些不足,结合产品实例从工艺的角度就产品焊接接头设计谈谈自己的粗浅看法,与设计人员商榷,以利于在未来设计产品结构时,能兼顾产品的焊接加工工艺性。
2 实物举例及问题分析
焊接加工作为一种特殊工艺,它有其自身独有的加工特点,其过程实为一种局部的冶金熔炼。因此,要真正掌握和运用好焊接这一特殊工艺,就必须掌握好与此相关的各种知识。如:冶金物理、化学知识;金属学及热处理知识;工程力学和材料力学知识;焊接材料、材料焊接以及产品焊接结构和结构生产等方面的知识。产品焊接结构就是讨论产品的结构设计和焊接接头设计的问题,而结构生产则着重讨论焊接结构生产过程中的工艺问题。理论和实践都告诉我们:合理的焊接接头设计,除了要满足产品的使用功能和强度要求外,还要具备良好的焊接加工工艺性.以保证在实现使用功能的过程中能够使用相对简单的工艺,降低产品的工艺制造成本。同时,焊接方法种类繁多,工艺特点各有不同。因此,在进行焊接接头设计时,还要考虑现有设备的生产能力和工艺水平。既不要提过高无用而又难于实现的要求,增加产品的工艺制造成本,也不能因为现有设备能力的不足而降低产品的设计要求。要做到合理适当的确很难,但作为企业的工程技术从业人员,我们必须尽力而为。下面就结合公司现有焊接产品,举例谈一下自己对产品焊接接头设计的粗浅认识。
2.1 换档气缸支座总成的焊接接头设计
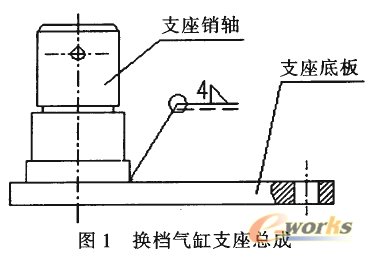
换档气缸支座总成的结构如图1所示.它由支座销轴和支座底板焊接而成。支座销轴原图的焊接接头设计为凸焊结构,而我公司直到现在也没有凸焊设备,实际生产也一直是采用的手工电弧焊工艺。如果支座销轴的生产按图纸尺寸进行,那么焊接时不但需要专门的焊接定位夹具,而且焊接而成的总成必然是不符合总成图纸尺寸要求的废品。当然,事实并非如此,那是因为相关工艺人员在进行零件工艺设计时,就对相关工艺尺寸作了必要的处理。
虽然这种处理保证了总成最终为合格品,但其实物零件对图纸来说,仍是不合格品;产品图纸、工艺和实物零件也无法实现统一。如果产品设计人员消化ZF图纸时,在确保原有总成结构功用的前提下.参照公司现有设备能力和工艺水平,对其焊接接头进行重新设计:在支座销轴的焊接端增加一段(如φ10×?,其长度视支座底板的厚度而定),用于和支座底板焊接时装配定位;而支座底板只需在对应位置设计一个定位孑L,就能提高总成的焊接加工工艺性,免去一副复杂的焊接夹具,同时使总成的焊接变成轻而易举的事情,极大地提高焊接生产率,降低总成的工艺制造成本。
2.2 拨叉轴组件I的焊接接头设计
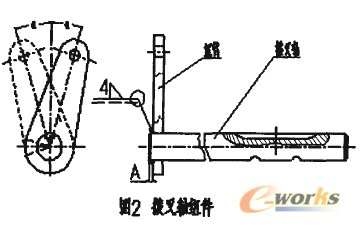
拨叉轴组件I的结构如图2所示,它由拨叉轴和摇臂焊接而成。根据摇臂中心线对拨叉轴键槽中心线的夹角α以及摇臂距拨叉轴端面距离A的不同,派生出一系列拨叉轴组件的组件号。这样,对设计来说,的确是方便了,新增零件号只需往通用图纸上添加就可以了。但对工艺人员来说,麻烦可能就来了:因为当A≥4mm时,工艺按图纸保证焊脚高度为4mm的角焊缝没有问题,做出的产品也能符合图纸的焊缝标注:但当A≤4mm,甚至为O时(现有产品很多),可以想见是一种什么情况,不但工艺无法保证角焊缝4mm的焊脚高度,而且其接头形式根本就不再是角焊缝接头了,显然这时图纸的标注与产品的实际情况是完全不相符的。因为当A=0时,焊接接头变成了沿拨叉轴圆周的对接接头,根据焊缝的“等强度”原则,这时的接头应设计为带“V型”坡口的对接接头形式,也就是说,要保证拨叉轴组件的焊接强度,就必须在拨叉轴轴端和摇臂内圆焊接端分别倒至少3x45。的角。但实际情况是拨叉轴轴端倒1.5x45。角,而摇臂内圆焊接端倒2×6O。角,显然其焊接强度堪忧,这不能说不是设计时的考虑不周。
2.3 拨叉轴组件Ⅱ的焊接接头设计
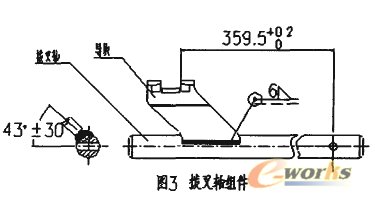
拨叉轴组件Ⅱ的结构如图3所示,它由拨叉轴和导块焊接而成.是16档变速器中的一种拨叉轴组件。试制时,严格按照”跟样”原则生产的拨叉轴和导块,在装配焊接时(由于试制量少,未考虑焊接夹具)无法保证43°±30′和359.5+0.2mm,致使产品加工几经反复(重新投坯,改变工艺路线生产)而延误工期。但如果在产品设计时,充分利用焊接接头中拨叉轴槽口的定位作用,最起码43°±30′的角度要求是不需要任何工艺措施来保证的;剩下一个359.5+0.2mm的尺寸要求,对工艺来说,不是简单多了吗?由此可见,一个焊接接头设计的优劣,对其加工工艺性的影响较大。
2.4 低档同步锥毂与支承板合件的焊接
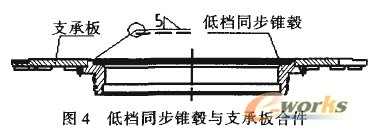
接头设计低档同步锥毂与支承板合件的结构如图4所示,它由低档同步锥毂与支承板焊接而成。用于16档变速器中,与5S一111GP变速器中使用的支承板与同步锥毂组件在结构上几乎一样,所以其焊接接头也设计为气体保护焊接头形式,这应该说,按正常工艺生产,保证“跟样”是没有问题的。但产品试制时,使用和5S一111GP支承板与同步锥毂组件几乎一样的工艺进行焊接的结果却是同步锥毂上的结合齿严重过热发蓝,这无疑将对产品的使用性能产生一定的影响。
为此.专门对样品的焊缝及结合齿进行了观察和分析:一方面并未发现产品有过热发蓝现象;另一方面发现其焊缝在宽度上比我公司焊接的焊缝要宽,而且外观成型显“凹”,不象我们的显“凸”。这只能说明,在焊接本产品时,要么使用了比我公司大得多的焊接规范(热输入量,即焊接电流),要么使用了加脉冲的气体保护焊。综合分析认为,使用的是脉冲气体保护焊,而这样的设备我公司目前还没有。同时,对5S一111GP支承板与同步锥毂组件结构进行认真观察.发现其支承板与同步锥毂的结合齿之间有1~2mm的间隔距离,在焊接时,隔断了热量的传播;再加上焊接夹具采用铜质材料,充分利用了其良好的散热性能,所以才保证了锥毂结合齿在焊接过程中未出现过热发蓝现象。而本产品的锥毂结合齿是紧贴在支承板上的,且焊接位置与结合齿的距离相对更近,所以尽管同样采用了铜质材料的焊接夹具,但产品焊接时锥毂结合齿发生过热发蓝现象仍然几乎是不可避免的”正常”现象。如果仅从焊接的角度看,也的确是正常的,但产品的使用性能受到了严重影响也是不争的事实。
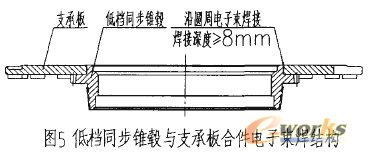
面对16档变速器这样一个公司的方向性产品,如何解决已暴露出的问题,是我们无法回避的。为此,建议将低档同步锥毂与支承板合件改为如图5所示的焊接接头设计,即改气体保护焊为热输入能量密度更集中、热影响区更小的电子束焊。一方面国内的其他厂家早就是用的电子束焊接:另一方面电子束焊接也是16档变速器行星传动架总成焊接所要求的,并且公司现已购置电子束焊机,有设备保障。尽管在焊接成本上可能略有增加,但至少产品的使用性能能够得到完全保证。
3 结束语
尽管在公司生产的焊接零件中,存在上述类似问题的还有不少,但不可能在此都一一列举。通过以上的几个实例分析,足以说明一个问题,那就是:一个良好的焊接接头设计,应该是在满足产品结构的使用功能和强度要求的前提下,最大限度地兼顾产品结构的加工工艺性,同时还要结合现有设备的生产能力和实际工艺水平。只有这样,才能达到焊接接头设计预期的良好效果。



