李小银 黄强 来源:《模具工业》
1 产品结构及特点
罩体是防毒面具中将面罩各部件(如眼窗、呼吸气系统、通话器和阻水罩等)组成一个整体的骨架,一般由橡胶制成。罩体设计不仅要确定罩体的结构及与各部件连接的接口结构和位置、大小等,而且要确定与使用人员面部皮肤起密合作用的密合框的结构形式和尺寸大小,涉及面罩十多项技术性能指标,是面罩总体设计中非常重要的一个环节。现介绍一种新型防毒面具的罩体,其结构如图1 所示,该罩体具有外形美观、结构紧凑、布局合理、尺寸精度要求高且符合中国人面型特征的特点。密合框为单反折边结构,反折边形状呈弧形,类似于气垫管密合框的形状,提高了面具的气密性能和佩带舒适性。罩体外侧边缘设计有一圈高7mm.宽3mm的凸棱,解决了与防毒服头罩匹配的问题。罩体采用氯化丁基胶模压成型,取代了在我国沿用了40年的天然橡胶,提高了罩体的耐毒剂液滴渗透性能和耐洗消性能。罩体分3种规格各规格的罩体面长分别为:97mm, 108mm, 118mm,罩体面宽104mm。面罩设计指标为:佩带漏气系数≤0.0001%,总视野保留率≥60%,双目视野保留率≥15%。
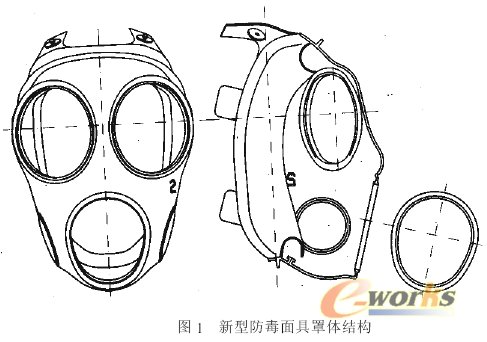
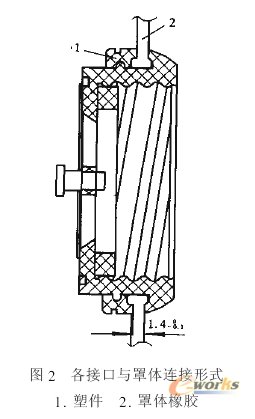
从图1可以看出,罩体在结构上左右完全对称,共有5个接口,即2个眼窗接口、1个主通话器接口、1个滤毒罐接口和1个副通话器接口。除主通话器接口为蛋形的类椭圆形状外,其它4个接口为圆形结构。这5个接口与面罩其它部件的连接形式是一样的,如图2 所示,均采用塑料件凸凹槽卡紧结构,接口处上下两面的凸棱保证结合部位的结合强度,使凸棱不致从结合部件中拉出,凸棱外边缘的一圈平面保证与结合件的装配气密。从罩体的接口结构可以看出,这种新型罩体对尺寸精度有较高的要求。
2罩体模具设计
2.1 罩体模具设计的步骤
罩体模具是一种利用与罩体的曲面形状相一致的型腔,成型具有规定形状和尺寸精度的罩体产品的工具。根据目前工厂的制造工艺水平,罩体模具均设计为橡胶压制成型模具〔3)。这种罩体模具具有结构简单、适用面广、操作方便的特点,但产品飞边较大、尺寸精度差,国外已逐渐用橡胶注射模取而代之。
对于同一件罩体产品,由于使用的设备不同,加工工艺不同,以及设计人员水平和设计风格的不同,可以设计出各种不同结构的模具。模具结构的形式,直接关系到罩体产品的质量、生产效率、模具本身的加工难易程度和使用寿命等。因此,罩体模具结构的设计是罩体设计中的关键。根据经验,一般按以下步骤进行罩体模具设计:断良据罩体结构的特点,选择罩体模具的结构;2选择分型面;③确定型腔形状和尺寸;C确定镶块及型芯的安装方法;(蘸定其它尺寸。通常需制作石膏模为过渡模)。
2.2 罩体模具设计
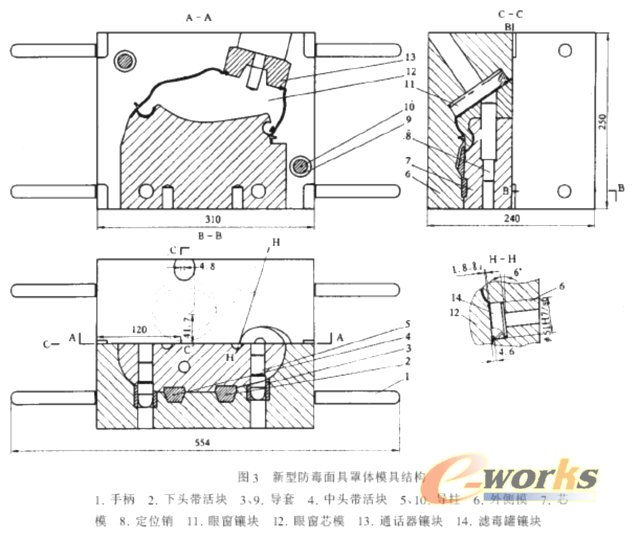
罩体模具总体结构如图3所示,为了设计出合理的模具结构,结合罩体特点、成型原理及制造工艺等诸多因素,模具设计应注意以下几个方面。
2.2.1 模具总体结构设计
该模具为卧式结构,由芯模、左右眼窗芯模、上下外侧模、通话器活块、眼窗镶块、滤毒罐镶块、中头带活块和下头带活块等的曲面形成罩体型腔。芯模是其中最关键的一块,其结构与尺寸不仅决定了模具的总体结构,更重要的是其型腔曲面决定了罩体中最为关键的部分—密合框曲面的形状和尺寸。眼窗芯模共2块,左右对称,决定了罩体的外观形状和眼窗接口、通话器接口及滤毒罐接口的位置结构和尺寸。
2.2.2 分型面的选择
根据罩体的结构特点,选择罩体边缘处为模具的分型面。这样,既便于罩体成型后顺利取出与脱模,又避开了工作面—罩体密合框曲面。
2.2.3 定位
为保证罩体在模具型腔中获得准确的形状与位置,压制出合格尺寸的罩体制品,确定合理的定位方式至关重要。在模具设计中,芯模与上、下外侧模之间依靠4组导柱和导套实现定位,上、下外侧模之间依靠2组导柱和导套实现定位。左、右眼窗芯模与芯模之间则由2个定位销、通话器活块和上下外侧模构成稳定的定位体系。
2.2.4 镶块和活块的设计
由于罩体的几何形状比较复杂,为便于成型后罩体的脱模、模具操作、模具的机械加工和模具在使用中的维护保养,在模具结构设计时,采用了镶块和活块结构。
在外侧模的眼窗和滤毒罐接口部位,采用了镶块结构。这不仅保证了罩体接口部位的形状和尺寸要求,便于机械加工,还便于在模具使用中的维护保养。通话器的接口部位及中、下头带处也采用了活块结构,既保证了罩体制品的形状和尺寸要求,又便于脱模。
2.2.5 模具加工时的技术要求
(1)模具制造时成型部分的尺寸均以芯模、眼窗芯模的外形尺寸为基准加工,以保证该处橡胶厚度基本一致。 �GvtK=A$b�
(2)模具成型部分曲线应保持圆滑,保证罩体橡胶厚度的均匀过渡,密合框部分的橡胶厚度为1.Omm,罩体主体部分的橡胶厚度为2.Omm。 t?9�J�'.p�
(3)合模后要求外侧模的内斜面和芯模等的相应曲面同时接触。 _i�>_S�n1"
(4)模具未注明的公差尺寸均按国标GB/T1800.4一1999的I TI。级精度加工。 ��<lzC|>BG
(5)模具图中未注明流胶槽的位置,加工时在适当位置开出。
2.2.6 脱模方案的确定
为便于脱模,在其中的一个外侧模四角,加工了4个尺寸为35mmX 15mmX 5mm的启模口,以便于将外侧模打开。由于罩体密合框采用弧形反折边结构,2块眼窗芯模扣合后无法从芯模中取出,需设计加工专用工具。根据模具的特点,制定了下述启模方案: }�[leUYi�`
(1)通过启模口将外侧模打开,卸掉外侧模。 M4Cb�(QAVP
(2)取下通话器活块和中、下头带活块。 *Xn�f}�Ozx
(3)用专用工具将眼窗芯模的上部适当分开的同时,将眼窗芯模从芯模中取出。 @�PM�<pEve
(4)取出眼窗芯模。
3结束语
该模具已生产合格产品上万件,产品质量稳定,性能可靠,证明模具结构设计合理。但由于罩体对尺寸精度要求较高,要求加强工艺控制和成品检验。同时由于罩体材料中氯离子对模具型腔(采用45钢制作)表面具有一定的腐蚀作用,在以后模具的加工时,应考虑采用耐腐蚀的材料,或对模具进行表面耐腐蚀强化处理。随着对橡胶制品质量要求的不断提高,橡胶注射成型技术及设备的采用势在必行,今后应加强对橡胶注射模设计的研究。



