1. 简介 #N�>66!/�V
e*�PU��s� 现今,激光设备广泛分布在不同的市场领域。现有的不同激光市场应用已经将对激光设备的要求推向了紧凑型、高效率和高可靠性的高度严格要求,以便能够在不同的设备条件下有效执行。此外,在汽车市场或太空应用领域中对激光设备的使用,一直在挑战激光制造商来获得在极端情况下也能够使用的更可靠紧凑的激光设备[1]。在获得具有高可靠性和高效率的微型化装置的情况下,最好的选择仍然是由胶粘剂组装成的二极管泵浦固体激光器(DPSSL)。然而,设备需要高的运行和存储温度范围,自由释气或真空兼容性,更高的热导率和电导率,甚至抗辐射组件,都导致需要寻找新的连接技术。目前有几种低压焊接技术可以用于此类设备[2]。然而,为了不损害器件的小型化,同时提供无应力的激光束谐振腔,我们必须研究封装诱导应力和随之而来的激光元件双折射现象。在本刊物中,我们研究了低应力封装激光焊接泵浦技术所产生的激光晶体的应力封装效应,此外,该方法也适用于其他激光设备的封装技术。 �Mx`';z8~�
8>6<GdGL<n 所谓焊机泵浦技术(图1)使用由各种软焊料合金(如锡基无铅焊料、低熔点合金或高熔点共熔合金金-锡,金-硅或金-锗焊料) 制成的直径范围为40至760μm的球形焊料预成型件。为了能够通过焊接技术将玻璃或晶体连接到金属或陶瓷基板上,这就要求将可附着的金属层涂覆到光学元件上,可通过物理汽相沉积(PVD)实现[3]。 g���O��"G/
�VKX|0��~� 尽管这种技术保证了热能的局部化和最小化输入,使其适于连接玻璃或我们对激光晶体的研究案例,但仍必须分析诱导应力防止可能的激光谐振器运行不当,引起激光的光束质量或最终功率下降。 �_@[W[=�|H lNyyL��L�t 图1.球形的软焊料合金从焊球存储槽转移到喷丝毛细孔,直到它们熔化并喷射到需要连接的部件为止。焊接装置安装在能够以6个自由度焊接部件的机械臂上[2]。 S�-Vj$asv!
2. 仿真方法 l&e$:��=;8
�92A9g�Y�� 就我们的研究而言,我们选择了由DPSSL器件中最著名和最常用的激光材料代表的平面-平面激光腔(图2);钇铝石榴石或掺钕钇铝石榴石活跃晶体(Y3Al5O12),一个二次谐波发生器(SHG) β−钡硼酸盐(β−BaB2O4或偏硼酸钡),以及最后一个由熔融石英(二氧化硅)制成的输出二向色激光镜。所选用的软焊料合金是SnAgCu(SAC),用于将激光元件连接到氮化铝基板(AIN)上。 k�nph549� ~u�2f`67�{ 图2所示,DPSSL腔的示意图。一个808nm的泵浦二极管,以及由三个组件表示的平面-平面激光腔;YAG晶体,SHG BBO和输出反射镜。 alHA&YC�{K
首先通过ANSYS 17.0软件用有限元法进行模拟,重复晶体的封装过程并计算出诱导应力。然后,通过每个组件的压电张量,计算应力引起的双折射被转换成电介质矩阵,最后被导入到VirtualLab Fusion软件来研究封装元件产生激光的能力。 w5~j|c=_W� ~�9vK��6;0
2.1 通过ANSYS进行FEM仿真 II.:��k.D`
��cc_'Kv! 为了简单起见,光学组件被创建为由两个直径760μm 的SAC合金球体所焊接的独立的2 mm3立方体,并通过ANSYS设计模块融化到一个5×5×0.25mm的AIN基板(图3)。接下来,如表1和2中所示,对每个组件的材料属性进行定义。至于焊接合金,我们并没有做一个从液体到固体的完全的相变过程,因为这将增加模拟的复杂性,而是如表2和图4所示的在分析中包括了一些与温度有关的机械特性。 ~D�4l6�4��
z},\1�^[� 图3所示,为每个激光元件设计几何形状的一个例子。比如SHG BBO晶体,它是由使用两个不同的坐标系统(晶体学和实验室坐标系统)来设计的。这两种不同的坐标系统能够定义材料正交的特征(见表1),而且也可定义SHG所需的晶相匹配角22.8° [4]。
Lw�_|o[I}�
表1 使用激光材料的主要物理性质 ]H}2|�~c�� I^�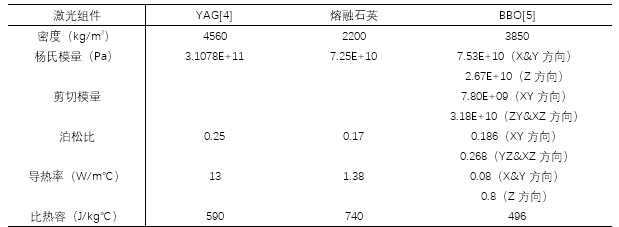 �r� h�ucBm
�r� h�ucBm
$�L6R,%c�� 稍后一个有限元瞬态热分析被耦合到一个ANSYS中的静态结构分析器,来研究SAC合金 (近似熔化温度217 ℃)从230℃ 到22℃的冷却过程,以及因此产生的组件装配中的诱导应力。利用后处理分析,从激光元件内部的光束路径中提取出矢量主应力,以研究器件的双折射和可能出现的激光偏置。 �~&qv�[XS
�~&qv�[XS



