——在
激光加工中的应用
+By�xhS�Ir 1引言
ClCb.Oz�j4 激光加工技术已经渗透到科学研究和工业生产的各个领域中,特别是超快激光加工由于其超短脉冲、极高峰值功率、冷加工等特性已大幅提升了加工质量并拓宽了加工领域。当前超快激光加工已成为精密加工中最为重要的部分,被广泛应用到微孔加工、超表面结构制造、微流体、
量子点及电子制造等领域。
bI�u�'�^�� 尽管拥有这些优势,但单焦点的超快激光加工技术存在着加工区域小、效率低的问题,也无法适用于材料的大面积加工、体加工、结构一次成型加工、矢量光加工等应用场景。
�`Rub"z�M� 为了提高超快激光微加工过程中的加工效率,采用多光束并行加工的方法以提高超快激光微加工的效率已成为一个重要的研究方向。
B.-5��$4*s 目前,市场上存在的激光产生多光束的方法有:多
激光器法,分束镜法,衍射
光学元件法等,并且得到了一定的应用。但这些技术多为静态分束,存在分束的数量有限,无法对单一光束进行独立控制,缺乏控制的灵活性,结构复杂,加工成本高等不足。因此,难以实现灵活可控的高效、高精度多光束并行加工。
:DXkAb��2 空间光调制器(SLM)的出现使得上述问题很大程度上得以解决,SLM可以对激光光束的振幅、相位或者偏振等光学
参数进行调控,配合一定光路设计即可以在材料加工区域得到任意的光场强度分布。近年来,随着高损伤阈值SLM的出现及超快激光器的发展,将SLM与超快激光结合来实现高效、高精度且灵活可控的并行加工技术已逐步成熟。
gb�L99MZ@~ �(YVl�5}V 2基于SLM的并行加工基本原理
\bw7�1(� Q S7N���3L." 工作原理如图1所示:激光束入射到SLM的光学表面后,光束各处的相位因SLM上的不同灰度而发生改变,随后在自由空间发生衍射,再经过其后的傅里叶
透镜,在透镜的焦平面处便可实现期望的光学要求。
h�Z Gr�/5f 即:超快激光加工应用=空间光调制器+光场调控。
2f9~:�.NgF �=;�-/(� C 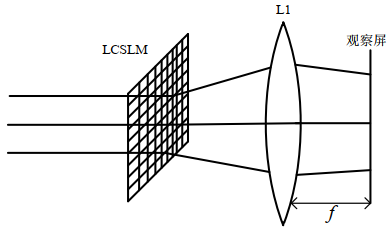 ^��h���v�
^��h���v� 图1 原理图
DmE�mv/N=� O�h9wBV�� SLM还能够对分束后多光束焦点的间距、分布、数量和能量进行调控,从而实现微纳结构的可控、高效高精度加工。
6a[D]46y,2 3
,>�A9OTSN\ 中科微星并行加工
系统介绍
;{
u{F�L� 针对当前超快激光微加工方面效率低、精度低及并行加工存在灵活性差、结构复杂等相关不足,西安中科微星光电科技有限公司基于空间光调制器(SLM)开发的超快激光并行加工系统可快速、高精度、灵活可控的实现多焦点阵列的并行加工、光束整形等多种激光精微加工方面的应用,该新型加工系统有望促进超快激光应用领域的高效高品质加工应用的出现。
iT1"�Le/�N 本并行加工系统,如图2所示,包括控制
软件与加工头模块两个部分。
!MS�z%Qc�O PX65Z|~�>_ 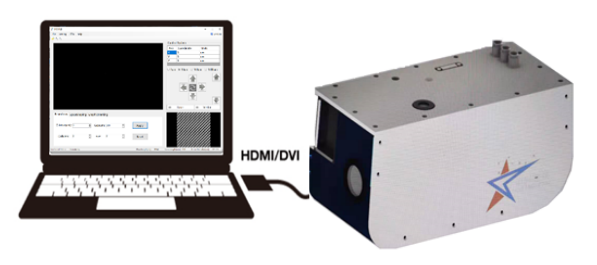 �<6Q]FH�!6
�<6Q]FH�!6 图2 激光并行加工系统
��"��#��z4 )tl�=tH�/$ 1、加工头功能
{";5n7<<) y�:WRpCZoa 多焦点并行加工,有效提高加工效率;
�6^F�"np{w 高斯光整形平顶光,改善加工质量;
'��C)^hj. 快捷的像差校正,提升加工精度和质量;
M p:���c.� 三维光场调制(如三维结构加工、曲面加工);
@�a#qq`b;� 产生结构光场(如涡旋光束、多种矢量光束);
�j*�t>CB4� 脉冲时空整形(如时空同步聚焦并行加工、激光脉冲时域整形)。
b�A�ms-cXm 2、控制软件软件及特点
�9:4PJ%R�9 izs�An"v�
算法速度快、精度高;
��!/znovoD 具有像差校正功能;
7�Oe |�:�Z 分束光数量、位置及能量可实时调整;
O U���l+es 独立开发,集成度高,操作简单。
�GzW��mX�m 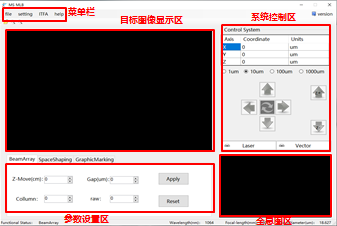 :BKY#�uH~�
:BKY#�uH~� 图3 软件操作界面
�X�L �c&�7 1�f�M=�>Z� 3、并行加工系统性能指标
��7�m_Jb�5 b)�9bYk�d� 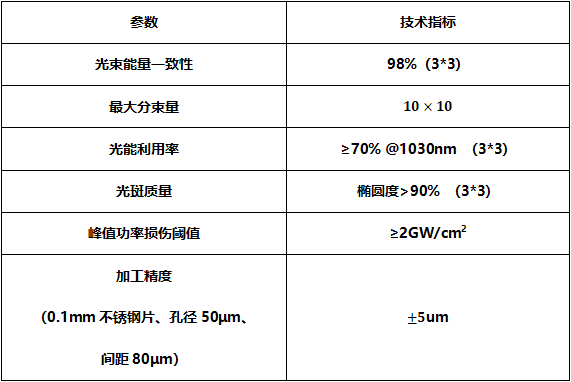
此外,还可通过给系统加载不同的全息图算法得到不同的二维、三维目标光场,如光束整形、结构光场、脉冲时空整形等,从而实现多种特殊应用场景下的超快激光加工。
osyY+)G'sV 4、应用案例
A(X~pP�&oF 01
-U)6o"O_CV 像平面二维多焦点并行加工
�zB/�$�*Hd a.平面并行打孔(微孔阵列的并行加工)
I�zm8
qt=m 超快激光具有超快、超强、冷加工等特性,在微孔加工中占据独特优势,尤其在高品质、大深径比、高一致性微孔加工中具有不可替代性。目前超快激光微孔加工主要是采用单焦点的加工方式,加工用时与结构尺寸的三次方成正比,效率极低。
)` -b\8uw 激光SLM的超快激光并行打孔技术,指通过设计焦点之间的间距和分布,预先制作计算全息图,并将计算全息图载入SLM中,即可实现任意排布的周期结构制备;该加工方法不仅提高了超快激光打孔的加工效率,还提高了对孔间距和排布进行调控的灵活性。
�(2�(I|�O# 并行加工微孔作为一项新兴的超快激光应用工艺,在激光微孔加工领域存在巨大的发展前景。图4是使用中科微星并行加工头进行的超快激光并行微孔加工实现的2×2、3×3阵列,孔径为100μm的样件。
/1:`?% ,2 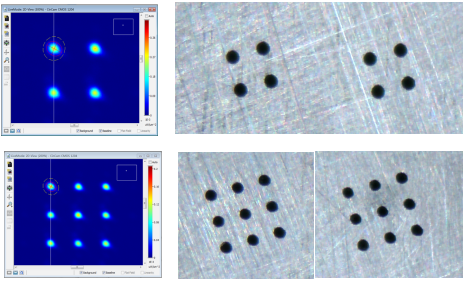 �Iz,a
�Hrq
�Iz,a
�Hrq 图4 分束及打孔
*X�+�T>SKL �<u�s�e+C2 测试结果表明:基于SLM的激光加工头实现了2×2、3×3阵列的激光分束,并完成孔径为100μm的并行分束微孔加工;微孔阵列一次加工成型、效率高,且孔数量、排布、间距灵活可控。
mV^+`GWvo� 
b.平面并行打点阵/微二维码
��d�y N`�9 近年来随着二维码本身和识读技术以及激光技术的发展,由激光标刻技术生成的二维码作为物品本体标识的主要信息载体获得了越来越多的认可,在汽车、航空航天、电子、医药及军工等领域具有广泛的应用前景,是直接物标溯源技术未来重要的发展趋势。
fT [J��U1� 超快激光器由于其窄脉宽,高峰值功率及加工材料广等特点,使其可在透明材料上标记肉眼不可见的微型二维码,可应用于各种玻璃材质及多种材质的元器件标记,从而为产品的制造过程管理、溯源、防伪、监管标识提供有效快捷的标识手段。
���_;3xG0+ 基于SLM的加工头通过设置相息图可灵活的实现各种阵列激光分束点的分布,此功能可极大提升点阵二维码的加工效率,且二维码的信息快速可变。下图5为使用中科微星并行加工头进行的超快激光点阵列及点阵形二维码。
Yq�X/7b+� 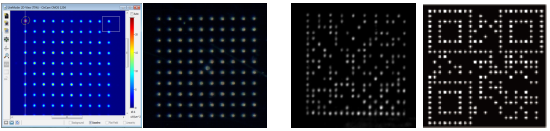 |V�bF&*v`�
|V�bF&*v`� 图5 分束阵列打点及点阵二维码
��&�:`�T!n *2N$l>ql:k 测试表明,每一点阵/二维码均是一次成型,速度快、精度高;此加工技术可对生产线上运动的物体进行快速标刻;并且还适宜对非金属材料如玻璃、硅片等材料上进行激光标刻。
��8`XpcK-0 02高斯光束整形平顶光
+C1/0�2ZJ 在激光应用中,无论是在激光
照明、投影、美容方面,或是在激光焊接、打孔、熔覆、雕刻等精细加工领域,都有对激光光束要求均匀照射、特定形状照射的应用要求。因而,将高斯光束转化为能量分布均匀的平顶光束的光束整形技术应运而生。
��Rd|};�-� 平顶光由于其光斑高均匀性能量分布极大改善了激光剥离、消融、刻槽,PCB钻孔、TSV硅通孔等应用中的加工效果;同时可有效的提高加工精度及加工时效。目前,将高斯光束整形为平顶光束的技术主要有非球面透镜、双折射透镜组及微透镜阵、衍射光学元件等,但这些方法均存在着整形单一、范围小,结构复杂,性价比低等不足。
�W��=41jw 基于SLM的光束整形系统,指通过将目标光场相位分布的相息图加载于SLM的光学表面上来改变入射其上的激光束的相位分布,从而生成光场强度分布均匀的高轮廓型平顶光。下图6为光束整形示意图。
(�.4m��X
t 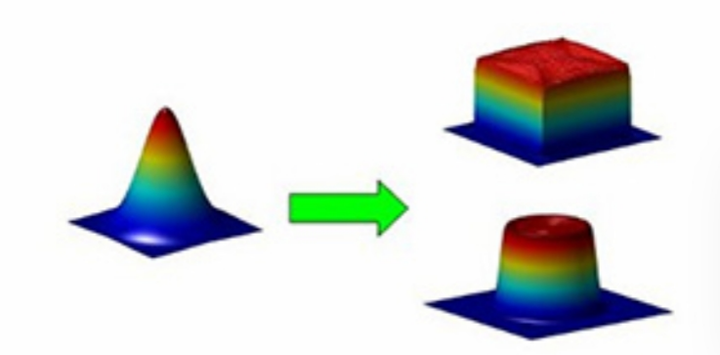 +Rn]6}5m\�
+Rn]6}5m\� 图6 高斯光束整形平顶光
�; ��S7
�% fQRGz\r*�k 由图中可以看出,高斯形能量分布的光斑被调制成如图6中右边所示的能量分布均匀的平顶形光斑。该技术整形效果可灵活可控、效率高,可配合不同的应用需求进行快速改变,如方形平顶光、矩形平顶光等。
^d��F��dw\ ��!:�t}��8 03用于隐形切割中的轴向光场调制
t�Ng}:�a|J ,!_$A}@0
^ 超快激光加工因其对材料的广泛适用性,已成为特种材料加工的重要技术。超快激光隐形切割是将激光束聚焦在工件材料内部,焦点处高能量密度的光斑使材料形成一个分割用的改质层 (SD层),再对晶圆片施以外力将其分割成小片
芯片的切割技术。该技术由于其加工过程具有表面无污染、不产生崩边及激光热效应等特性,越来越收到广泛的关注与重视。
�M@E�ML
@~ 但由于隐形切割是将激光透过晶圆表面聚焦在晶圆内部,导致对光束的品质要求非常高,并且当前在超快激光非线性聚焦加工及调控等方面还存在着一些亟待解决的问题和改进之处。因此,开发促进隐形切割的激光加工头具有重要前景及意义。
{r��Q6IV3= 本超快激光加工头通过软硬件结合可对隐形切割中所需的轴向多焦点数量、间隔、能量,焦深及像差校正进行灵活调制,可有效提升隐形切割的加工品质及效率。下图7为基于SLM调制模型的隐形切割中的光场调制的仿真图。
+1�68!Jw;� 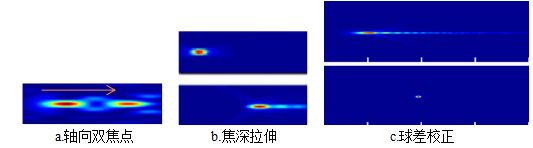 Sx?IpcPSm
Sx?IpcPSm 图7 隐形切割中的光场调制模拟图
&l2oyQE�F) Eh&*"&�fHR 从图7可以看出,本加工头模块可实现隐形切割中的轴向焦点调制、焦深拉伸、像差校正功能;并基于此进行了实际测试,测试效果较校正之前有明显改善。
�|���S[�Gg Rh�IR�CN9� 04产生结构光场
H(9%SP@[�c 结构光场有着特殊的相位、偏振特性,表现出独特的光学性质,在多个领域有着广泛的应用。使用基于SLM的加工头并通过加载涡旋相位可以产生带有轨道角动量的涡旋光束,利用光路和其他光学元器件可以实现多种矢量光束和一些有特殊性质的光场。下图8为产生的结构光场中两个涡旋光束的示例。
S]mXfB(mh� +�#�7�e�?B 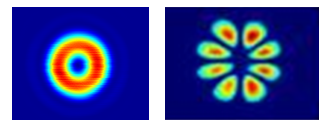 ukb�2[mb*u
ukb�2[mb*u 图8 结构光场——涡旋光束
�'AU(W�Hf� 8s�jAr.iT. 使用SLM可以方便、快捷地产生这些有着特殊相位、偏振的结构光场,其在超快激光加工领域也有着特殊的应用。此外,SLM在三维光场调制,脉冲时空整形,自适应光学等方面也用较广泛的应用。
I!3qb�-.Q� �:S'��P
lH 3 结束语
V�Cfa��<hn 基于SLM的加工头由于其可灵活调制相位特性,可将入射其上的一束激光经相位调制后改变成分束的多光束输出,然后实现多个焦点的同时加工(即并行加工)。激光光束的数量、位置、间距等都可以利用计算全息图CGH进行灵活控制,且SLM还可对光束进行相位校正,从而实现灵活可控的高效高精度加工。
!4TM�g��M� 当前,基于SLM加工系统已被广泛应用于光束空间整形、时域脉冲整形、全息光镊,结构光等多个科学前沿领域。



