在元件或系统的设计和生产过程中利用
光学参数规格可使该元件或系统精确达到特定的性能要求。 光学参数规格非 常有用,原因有以下两点: 首先,它们可以指定决定系统性能的可接受的关键参数限值;其次,它们能够确定应花在生产上的资源的数量(即时间和成本)。
Jt)��~h,68 光学系统的参数规格过低或过高都会影响其性能,从而造成不必要的资源浪费。如果未正确设定所有必要的参数,则会导致规格过低,从而使性能降低。 如果过于严格地定义系统参数而不考虑光学或机械要求中的任 何变化,则会导致规格过高,从而使成本和生产难度增加。
|.�
6@-h~8 为了了解光学规格,首先弄清楚它们的含义是非常重要的。 为了简化日益繁多的数字,请考虑为
透镜、 反射镜和窗口片使用最常用的生产规格、表面规格和材料规格。 滤光片、偏振片、棱镜、分光镜、光栅也具有许多这类光学规格,因此了解最常用的规格将为 您了解几乎所有光学产品的规格提供最坚实的基础。
(LfVa��`<1 ZX0�c_M�k= 直径公差
m7"f6zSo�( �}��-vBRY� 圆形光学元件的直径公差提供了一个可接受的直径值范围。 此生产规格会因制作光学产品的某些光学加工公司的技术水平和能力而有所不同。虽然直径公差不会对光学产品本身的光学性能产生任何影响,但如果要在任何一种固定器上安装光学产品,则它是您必须考虑的一种非常重要的机械公差。 例如,如果透镜的直径与其标称值存有偏差,则有可能使已安装的组件中的机械轴偏离光学轴,从而导致光的偏心(图1)。 通常,直径的生产公差为:+0.00/-0.10 mm表示一般质量,+0.00/-0.050 mm表示精密质量,+0.000/-0.010 mm则为高质量.
&�8pXkD#�A _�R��<HC�� 图1: 平行光的偏心
42u\Y_�^ID IBqY�$K+l� 中心厚度公差
z(W�p�OD�� w���gyO%�� 光学元件(最典型的是透镜)的中心厚度,测量的是光学元件中心部分的材料厚度。中心厚度是通过透镜的机械轴来测量的,该机械轴是作为透镜外部边缘之间的轴来定义的。 透镜中心厚度的变化会影响光学性 能,这是因为中心厚度及其曲率半径会决定光线穿过透镜的光学路径长度。通常,中心厚度的生产公差为: +/-0.20 mm表示一般质量,+/-0.050 mm表示精密质量,+/-0.010 mm则为高质量.
bxN�;"{>Xz c|�R�/,�/ 曲率半径
QdTe!�f|� AA��W7@\q. 曲率半径是指光学元件的顶点与曲率中心之间的距离。该半径可以为正值、零或负值,具体要取决于该表面是凸面、平面还是凹面。如果知道曲率半径值,则可以确定光线穿过透镜或反射镜的光学路径长度,同时还对表面功率起着重要的决定作用。 曲率半径的生产容差通常为+/-0.5,但在精确应用中也可低至+/-0.1%,或在需要极高的质量情况下为+/-0.01%。
|FFC8R%@]u h3>中心
d.AjH9 �jg 透镜的中心也称为向心性或离心性,是根据光束偏差δ(方程式1)而指定的。一旦给定了光束偏差,则可以通过一种简单的关系来计算楔角W(方程式2)。 透镜的离心量是机械轴与光学轴物理偏离的距离。透镜的机械轴仅为透镜的几何轴,是由其外部的柱面来定义的。 透镜的光学轴是由光学表面来定义的,它是连接各表面曲率中心的线。要进行向心性测试,请将透镜置于茶杯中,对其施压。 对透镜施加的压力会自动聚集在茶杯中心第一个表面的曲率中心,并且该中心还会与 旋转轴对齐(图2)。沿着此旋转轴射入的平行光将会穿过透镜,到达后焦平面的焦点处。当透镜随着茶杯的旋转而旋转时,透镜中的任何离心性都会使聚焦光束分散,并在后焦平面形成一个半径为 Δ 的圆轨迹(图1)。
�W'�j�X�IO ���E1�C_d' 图2: 中心度测量
�LC��{hoq\ �
SoX�� �V (1)(其中W表示楔角,通报告为弧分,n表示折射率。
]cr;��PRyv 7j:{rCp3J 平行度
�J$Epj���� Q�8x{V_Pot 平行度描述的是两个平行表面之间的相互关系。它在指定窗口片和偏振片等元件时很有用,其中平行表面是提高系统性能的理想平面,这是因为它们可以最大限度地减少畸变,否则该畸变会降低图像或光的 质量。通常,该容差范围从5弧分直至几弧秒。
�/;4MexgB% Q.1o��hj0) 角度公差
X�2[cR;;' HWh�KX:`�l 在棱镜和分光镜等元件中,各表面之间所产生的角度对光学产品的性能具有重要的影响。角度公差通常使用准直
望远镜组件进行测量,其
光源系统会发射平行光。 准直望远镜将围绕光学产品的表面进行旋转,直至所产生的菲涅尔反射回到该表面,在检测的表面顶部产生一个光点。这就验证了平行光束正好垂直入射到该表面。然后,整个准直望远镜组件会绕着光学产品旋转至下一个光学表面,并且会重复此过程。图3显示了用于测量角度公差的通用准直望远镜设置。可以使用两个测量位置之间的角度差来计算两个光学表面的公差。 角度公差的范围可以从几弧分降至几弧秒。
!d\G�D8|4� ����uE j6A 图3: 用于测量角度公差的自准直仪
9�ojh�I=:� �,�*[Ln�R� 倒角
'EV ��*-_k \zU5G#LQ�� 玻璃角非常易碎,因此,在处理或安装元件时保护好它们非常重要。保护这些玻璃角的最常用方法是将这些边缘斜切成倒角。倒角可作为保护槽来防止边缘出现缺口。它们由其表面的宽度和角度来定义(图4)。
6�W�=�:`14 X���t =bc� 图4: 光学透镜上的倒角
At(9�)6�n8 �Y2-bU 7mo 倒角的最常见切割角度为45°,并且该表面宽度是由光学产品的直径来确定的。 其直径小于3.00mm的光学产品(如微透镜或微棱镜)通常不需要切成倒角,这是因为很可能会在切削的过程中产生边缘缺口。值得注意的是,对于很小的曲率半径,例如,当透镜的直径大于等于0.85 x曲率半径时,无需切成倒角,这是因为透镜表面和边缘之间会形成很大的角度。对于所有其他直径,表1提供了最大的表面宽度。
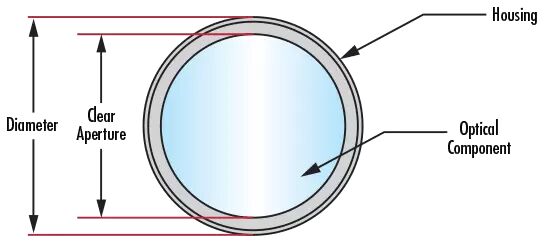
8~E�)�gV+v \NU�[DHrMP $0}�b�i�:7 通光孔径
r6JkoP��Mh �ts<dU�O�
通光孔径是指光学元件的直径或必须满足各种规格的光学元件的尺寸。除通光孔径以外,制造商并不能确保光学产品符合指定的规格。由于生产的限制,实际上是不可能生产出完全等同于光学产品的直径或长乘以宽的通光孔径。表2显示了透镜的一般通光孔径。
YSo7~^�1W" 动图
 v{��n}%akc
v{��n}%akc 图5: 此图列出了滤光片的通光孔径和直径
�3�\�r@f_p Zk
Uun��iO /�z�f>�>O` �i[{]
�LiP 表面规格
f�9UaAd�J( Uob��|Q=MQ 表面质量
NC�nId}�BT 光学表面的质量用来衡量光学产品表面特性,并且涵盖了一些划痕和坑点等瑕疵。这些表面的大部分瑕疵纯粹是表面上的瑕疵,并不会对系统性能产生很大的影响,虽然,它们可能会使系统通光量出现微小的下滑,使散射光出现更细微的散射。然而,有些表面会对这些影响更敏感,如:(1)图像平面的表面,因为这些瑕疵会产生聚焦,以及(2)具有高功率级别的表面,因为这些瑕疵会增加能量吸收并毁坏光学产品。表面质量最常用的规格是由MIL-PRF-13830B说明的划痕和坑点规格。通过将表面的划痕与在受控的
照明条件下提供的一系列标准划痕进行对比,来确定划痕名称。因此,划痕名称不是描述其实际的划痕,而是根据MIL规格将其与标准的划痕进行比较。然而,坑点名称直接与表面的点或小坑有关。坑点名称是通过以微米计的坑点直径除以10来计算的,通常划痕坑点规格在80至50之间将视为标准质量,在60至40之间为精确质量,而在20至10之间将视为高精度质量。
=jc8=h�[F< �-5� /v`�� 表面平面度
ACO�4u<M)� 2j�7d$y*' p>表面平面度是一种测量表面精度的规格类型,它用于测量反射镜、窗口片、棱镜或平光镜等平面的偏差。您可以使用光学平晶来测量此偏差,该平晶是一种高质量、高精度的参考平面,用于比较试样的平滑度。当所测试的光学产品的平面靠着光学平晶放置时,会出现条纹,其形状表示所检测的光学产品的表面平滑度。如果这些条纹间隔相等,并且是平行的直线,那么被检测的光学表面至少像参考光学平晶一样平展。如果条纹是弯曲的,则两个虚线(一个虚线与条纹中点相切,另一个虚线穿过同一个条纹的端点)之间的条纹数量会指出平滑度错误。平滑度的偏差通常是按波纹值(λ)来测量的,它们是由多个波长的测试源组成。一个条纹对应½的波长。平滑度为1λ,则表示一般的质量级别;平滑度为λ/4,则表示精确的质量级别;平滑度为λ/20,表示高精度的质量级别。
b',bi.F�H� vQ�m�ack�Y 光圈数
@�z�)tC�@ Tki/�d\�!+ 光圈数是一种测量表面精确性的规格类型,它适用于弯曲的光学表面或带有功率的表面。光圈数的测试类似于平面度测试,会将曲面与具有高校准的曲率半径的参考面进行比较。使用这两个表面空隙所产生的相同干涉原则,条纹的干涉图样用于描述测试表面与参考表面之间的偏差。与参考件产生的偏差将会产生一系列的圆环,称为牛顿环。呈现的环越多,偏差越大。暗环或亮环的数 量,而不是暗环和亮环两者的总数,等于波长误差的2倍。
!9xA�N�S�b Q5n�yD/k4c 不规则度
�o�?K|[gNi O6,�"#�BX� 不规则度是一种测量表面精确性的规格类型,它描述的是表面形状与参考表面形状之间的偏差。不规则度的测量方式与光圈数相同。规则度是指将测试表面与参考表面进行比较形成的球形的圆形条纹。当表面的光圈数超过5个条纹时,将很难检测到小于1个条纹的小型不规则形状。因此,通常的做法是指定表面的光圈数与不规则度的比率,使其大约为5:1。
n/oipiY�x� =veOVv[Q&/ 表面加工
>B��/&V|E� ^FM9} t/U, 表面加工也称为表面粗糙度,用于测量表面的一些小型不规则度。它们通常是因抛光工艺所引起的不良后果。粗糙表面往往要比光滑表面更加耐磨,并且可能不适用于某些应用,特别是在使用
激光或过热环境的应用中,这是因为成核位置有可能出现细微的破裂或瑕疵。表面加工的生产容差为50Å RMS时表示一般质量,在20Å RMS时表示精确质量,而在5Å RMS时表示高质量。
i
`QK'=h[� ASZ�5�;N4u 材料规格
KV}U{s+U�8 ���b+�].Uc 折射率
�h�Yc{�9$� �.xkV#o��l 某种介质的折射率是指光在真空中的速度与光在介质中的速度之比。玻璃的折射率范围一般在1.4-4.0之间,与针对红外线优化的玻璃相比,可视玻璃的折射率范围要小一些。例如,N-BK7(一种通用的可视玻璃)的折射率为1.517,然而锗(一种通用的红外玻璃)的折射率为4.003。光学玻璃的折射率是一种重要属性,因为光学表面的功率是从表面的曲率半径和表面任意一侧上的介质折射率之差得来的。玻璃制造商指定的不均匀性是指玻璃折射率的变化。不均匀性是根据不同的等级来指定的,其中等级和不均匀性是互为相反关系的,随着等级的增加,不均匀性则会减少(表3)。
BrH;(*H)8� _~�Z�Q� b� b2X'AHK� S 色散系数
R P:F<`DB| Of�7)��� A 玻璃的另一种材料属性是色散系数,用于量化玻璃呈现的色散量。它是材料在f (486.1nm)、d (587.6nm) 和c (656.3nm)波长时的折射率(方程式3)。
D��i<J6�xu x5�6
��F� (3)色散系数值的范围通常在25至65之间。当玻璃的色散系数大于55(较小色散)时,会将该玻璃视为冕牌玻璃,而那些色散系数小于50(较多色散)的玻璃会视为火石玻璃。由于色散性,玻璃的折射率会因波长而有所不同。色散产生的最显著结果就是系统的焦距会因不同的光波长而稍有不同。 h3>激光损伤阈值
M1�]6lg[si 激光损伤阈值是指激光损伤前每一区域的表面可耐受的最大激光功率量。脉冲激光和连续波(CW)激光都具有相应的激光损伤阈值。激光损伤阈值是反射镜的一个非常重要的材料规格,这是因为它们与激光产品而不是任何其他光学产品一同使用,然而,任何激光级光学产品将提供阈值。例如,考虑一下Ti:蓝宝石激光反射镜的损伤额定阈值为0.5 J/cm2 @ 150飞秒脉冲和100kW/cm2 CW。这就说明反射镜每平方厘米可耐受的高重复飞秒脉冲激光射入的能量密度为0.5J,或每平方厘米可耐受的大功率CW 激光射入的能量密度为100kW。如果激光束集中在更小的区域内,
�}S��M�JD 则必须考虑采取相应的措施以确保整体阈值不超过指定的值。虽然具有一系列的其他生产规格、表面规格和材料规格,但如果了解了最常用的光学规格,则可以显著地避免混淆。透镜、反射镜、窗口片、滤光片、偏振片、棱镜、分光镜、光栅、and
光纤共同具有各种属性,因此,了解它们之间的关系以及它们将如何影响整体系统性能,将有助于您选择最佳的元件以集成到光学、
成像或光电子应用中。



