北汽福田潍坊模具厂 王奉伟 马国永 来源:e-works
2-821Sf#�h )�f4D2c&VE 0、引言
2Mx9Kd'a
r 三维实体设计作为一种先进的设计技术,已经在众多的机械制造企业取得了重大的成功,特别是通过三维的动态仿真技术,提前杜绝了多数的设计问题,企业能够取得明显的经济效益。近年来随着国外先进三维设计软件在模具行业的不断应用,众多模具企业纷纷采用三维实体设计手段,模具的设计水平得到了较大的提高。
��c }>�:>^ 潍坊模具厂自1997年就开始三维实体设计尝试,但是由于受到当时种种条件的限制,三维实体设计技术的应用一度陷入迷茫,2004年下半年,随着各种条件的成熟,潍坊模具厂三维实体设计的应用率达到100%。全三维设计的铺开,为后序的编程和制造带来了地震似的影响,泡沫实型的整体加工就是这场革命的产物之一。
S5k�a�;�g� 本文通过北汽福田潍坊模具厂基于PDM的三维实体设计,结合模具实型三维实体数控加工技术的应用,抛砖引玉,探讨三维实体加工技术为企业提高制造效率、增加经济效益的途径。
��.�f�x�I) <:yB4t3H+q 1、三维加工技术的引入
2U,�O
e9� 数控加工技术是模具制造中的一项关键技术,其应用水平的高低直接影响到模具的制造质量,模具的三维加工是三维实体设计与数控加工技术作的有机结合。
�o�uKID_�' 潍坊模具厂自1997年引入UG设计软件之初就开始三维实体设计的研究,但由于当时条件的限制,三维实体加工无法开展。在此条件下,潍坊模具厂的泡沫实型工艺路线由技术下图纸,泡沫工人手工制作,有型面部分编程数铣加工。实型的质量和速度完全取决于实型工人的技术熟练程度,而一名熟练的实型工人需要多年的培养,这就严重制约了我厂的生产能力,外聘实型加工又增加了模具制造成本。
)5P*O5kQ - 2003年初,潍坊模具厂PDM系统成功应用,2003年底在PDM系统基础上成功推广三维实体设计,2005年潍坊模具厂三维实体设计与模具实型三维加工技术得到有效的结合应用,部分解决了模具三维实体设计应用存在的问题,如三维实体加工应用,解决了三维实体设计周期长的问题,确保了模具的整个制造周期。
@L|�X('�i� (�x�9d7$2� 2、模具实型三维数控加工技术应用
�&)�L2a)�� 泡沫实型整体加工的核心部分在于数控编程,程序的好坏,很大程度上决定模具的质量和外观。我厂整体加工编程的基本思路是实体剖切分层,翻转加工。拿到实体的第一步是先膨胀,把铸件的膨胀率放出来,然后审查其可加工性,接着分层,编程,下料,编制程序单。通过固定编程操作顺序,可以减少编成的错误,同时可以加速对新人的培养。
��JDVMq=ui 程序的好坏取决于两个方面,一个是编程前的分层,另一个是具体的编程的技巧。好的分层,可以充分提高材料的利用率,降低工人的劳动强度,同时方便后序的粘贴。分层的基本原则是:
Xr~6_N�{�J SymSAq0$F� (1)首先考虑机床的加工范围,受我厂机床的加工能力的限制,最大料不能超过2000x4000x500.
oo7&.H��Wf (2)因泡沫材料为块状材料,大小为5000x1000x500,所以每次下料的尺寸尽量使用满足现有材料的尺寸,减少工人下料和粘贴的时间。
*�W� q{ :k (3)分层前必须把有余量的部分贴好余量,防止分层后,加工面和非加工面混淆,漏掉加工余量,如底面,镶块挡墙,导板,导向面,弹簧台等。
T�{u!�4Yu� (4)分层要考虑好那些必须加工出来,那些可以不加工,工人手工做出,某些不在合适位置的减轻孔可以受过挖出,而对于某些有尺寸要求的台面等,实体加工后,工人找位置困难,所以尽量的带出。
'2�=u<�a B (5)吊耳部分的可加工性不好,编程麻烦,数控加工出来后,外观质量不如手工制作好,所以尽量去掉,由工人手工制作。
@Ym��D� 79 (6)分层厚度不能太薄,尽量不能低于100mm,太薄,加工困难。
>�jAr9Blz] 下面举实例来说明贴量和分层的过程和注意事项:
e!yU�A!x`u 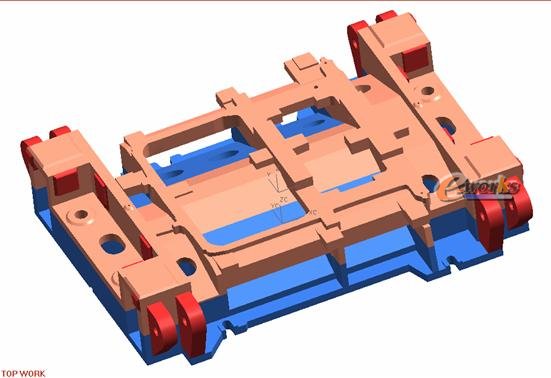 N1�W����P
N1�W����P 此件为一修边模下模座,拿到实体后,应先膨胀出收缩比,在ug中贴加工量,然后考虑分层。此件可分两层,如图分为黄褐色和蓝色为两层,红色为去除掉的量,加工粘贴后,手工粘贴上这些部分。考虑到分层正好在滑料斜面上,如果直接在斜面上分下去,不然导致褐色局部太薄弱,不好加工,所以在分层时候,不直接水平分割,而是先向下分割,再水平分割,这样薄弱部分就得到了加强,如图
D1bS=>
;,"  V%�&t'H�{�
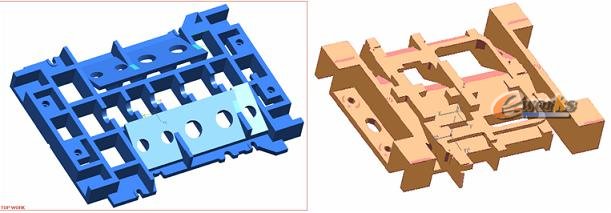
V%�&t'H�{� 对于一些细长件,因为加工时候装夹困难,很难挤住,所以,尽量在宽度上扩充,可以作辅助筋,或者多件联合加工,如图
pR�mnS;*z&  N!D�An�\g
N!D�An�\g 此件分层后,两层并排,通过中间红色部分的辅助筋连接,加长了宽度,降低了加工的难度,同时一次加工出两层,一个件,提高效率50%以上。
2XrP�g�q�' 对于形状特别古怪的件,可通旋转,并结等方法来分层。如下例
�B+|�E|8�"  R�sU�=�fe,
R�sU�=�fe, 此件为成型模,多出负角,如常规分层,分层多,考虑如下的方案:底座一部分,两端头单切除,旋转180,并结成一体。凸模部分从中间劈开,同样旋转180度,对接。分层如下:
��"/hM�&�� 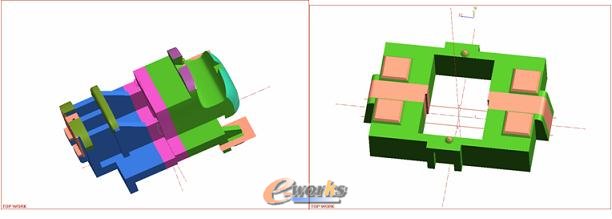 e�SX�t�"�t
e�SX�t�"�t 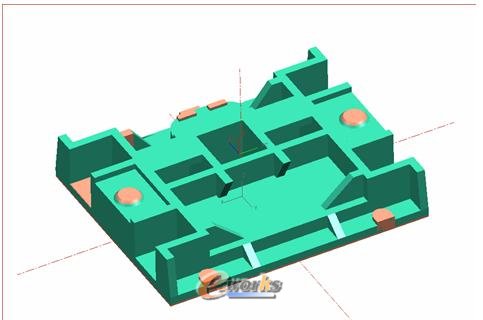 9@C3jZ+9`H
9@C3jZ+9`H 底座部分
实践证明,此分层方法,解决了模座的负角等问题,完全满足了编程和加工的需要。
9"R]"v3BA 分层后,程序编制也同样关键,经过摸索,根据我单位使用的机床和刀具情况,以及泡沫的特有加工性能,我们总结出了许多经验并做成了规范。泡沫分层后,程序分两面编制,第一部分应为平缓面,加工完后,绕坐标轴旋转180度,编制另一面的程序,编程坐标系位置不变,仅随旋转轴旋转180度。在编程中,基准大平面,如底面等,可不编程,交由设备操作者完成。型腔部分使用Ø30球头刀和D40R10立铣刀编程,平台部分编程选用ug的mill_planar,使用刀具为D40R10,三维加工型面部分使用刀具Ø30球头刀加工,使用ug的mill_contour编程。使用mill_planarl时,单层切削深部不能超过100mm,太深,加工量太大,容易使整个件晃动,影响加工质量。编程时应注意,应先加工压板台等高台部分,防止高台部分铣成细台,后加工的时候容易一加工就折断,影响实型质量。对于轮廓,采用顺铣编程。以上面的分层为实例:
5=Mm=Hy�I2 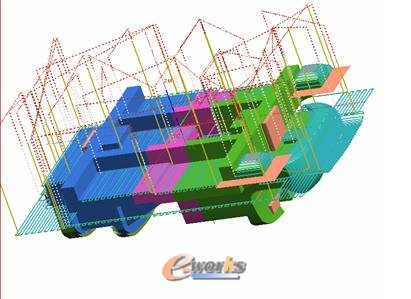 DH�Gv<
F@�
DH�Gv<
F@� 先铣底面,以平面铣为尽量铣光余量,对于有型面部分,采用固定轴铣,同样,要尽量铣光余量,方便翻转后编程。走刀路径如图所上图示意。
+��NPk9�jn 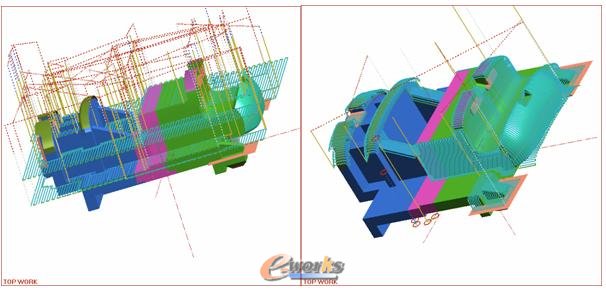 1�3G��a �#
1�3G��a �# 底面加工完成后,加工坐标系的x周围旋转轴,坐标圆点不动,编制另一面的程序。此面同样先以平面铣分层拿掉大的余量,对于三维型面部分,采用球刀固定轴编程的方法,保证型面的完整加工,最后,程序为两件留下剖断痕迹,方便操作者将两件剖开。同样,走刀路径如上两图。
cs`/^2Vf"# 编程完毕后,使用仿真软件仿真,结果如下图:
rKq�/=A�vv 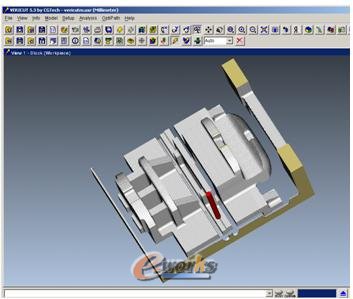 �%���*P59%
�%���*P59% 从仿真看,程序完全满足了加工的要求,保证了加工到位。
�!c:Q+:�,H 程序完成后,应编写实体剖切工艺方案单和加工程序单,剖切工艺单中要写明分割的方法以及需要粘补的部分,应以不同的颜色标明分割层次和需要粘贴的部位。同时,还要写明每部分对应的所需下料的毛坯的尺寸,同时还应标明实际每层最大的尺寸。加工程序单除和普通程序单一样要说明图号,件的名称和程序名称,对应刀具,编程基准等常规选项等,还必须说明此层是以何种方式反转的,以及具体的翻转轴。如局部有过低的部分,必须在程序单中注明,提醒操作者注意,防止铣到机床底面。
Rk^Fasg�"� 完善的编程,使操作能简化到机床操作者只需简单找正对刀,翻转等,操作者只需要在不同的部分,如外围影响外观的轮廓,加工型面等不同部位采用不同的进给何转速,就可以轻松的完成加工加工任务。
qEKTSet�? ,.tT9�?
m� 3、结论
H V<|eL� # 潍坊模具厂开展三维实体加工的时间并不长,目前只在泡沫实型加工实现了三位实体加工技术,在应用过程中没有也没有现成的经验可以借鉴,我们希望通过从泡沫实型这一点的应用,不断探讨,不断提高,将三维实体加工技术更广的应用于模具生产,提高模具加工水平和效率。



