于秀媛 白宇 张志华 来源:《机械工程师》
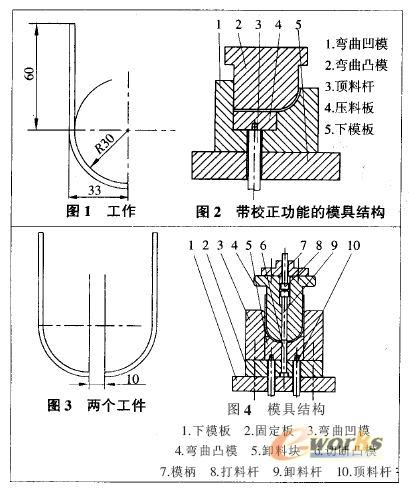
如图 1 所示,半弧饭金件是我公司某产品上的零件,采用高弧度 616 钢制成,由于结构需要,要求在 3 mm 厚的 616 钢板上弯制成 1 / 4 个圆弧形状,整个零件呈弧形底的半 U 型结构。形状的特殊性给工件弯曲和模具设计造成了一定的困难。
1 工件原来加工情况
通常不对称件的弯曲,首先要考虑到工件弯曲时会产生不对称的侧向力,因此在模具设计中需设法克服工件弯曲中出现的偏移,一般是通过在模具上设置压料装置,利用定位或防偏移结构来克服工件弯曲时可能出现的料走位。
考虑到该种材料的屈服强度及抗拉强度等与变形抗力有关的数值较大,回弹也较大,为此根据工件的结构,设计了如图 2 所示带校正功能的模具结构。整套模具置于压力机上加工。首先,顶料杆 3 在压机弹性缓冲器的作用下,将压料板 4 顶起至与弯曲凹模 1 右端面平齐,工作时,将坯料置于凹模面上,压机滑块下移,弯曲凸模 2 与压料板 4 共同将坯料压紧,随着压机滑块的缓缓下移,弯曲凸模么弯曲凹模 1 和压料板 4 逐渐将板料压弯成型。
为克服工件由于单边弯曲形成的侧向力而造成的板料滑移问题,在模具结构设计时特意使弯曲凹模 1 的左端比右端高出 smm ,坯料定位于弯曲凹模 1 左端面,由于在坯料弯制前,压料板 4 便被顶料杆 3 顶起至与弯曲凹模 1 右端平齐,从而使板料在定位、弯曲、校形等全过程中,均能受到弯曲凸模 2 及压料板 4 的压紧力和弯曲凹模 1 左端面有利的阻碍作用,有效地防止了工件的弯曲走位。尽管实施了压边,工件在侧向力作用下的偏移得到了控制,但由于是 1 / 4 的圆弧弯曲,弯曲中心角不大,变形区域也小,使圆弧位置难以控制,加之角度回弹的影响,使工件不能满足形状要求,还需利用全形样板依靠人工校正来保证圆弧精度。为保证 1 / 4 个圆弧形状的特殊要求,工艺中只能采用给圆弧预留加工量,校正后再机加工去除的方法。
由于工件强度高,校正困难,造成工人操作强度大,又由于增加了机械加工等工序,使生产效率降低,产品成本升高。
2 工艺改进
分析工件难以直接得到理想形状的原因,主要是弯曲过程中,由于材料延伸率的不确定使变形中性层难以控制,造成展开长度的计算不准确;相对弯曲半径 R / t = 30 / 3 = 10 较大,板料的变形程度小,在板料中性层两侧的纯弹性变形区以及塑性变形区总变形中的弹性变形比例小,形成材料的尺寸及角度回弹。
为改善加工条件,必须构建新型工件结构,考虑到 U 型件的回弹受其两边材料的相互牵制,决定改进加工工艺方案为:利用两件合成一个完整的 U 型件,中部以直边相连,在完成弯形后再冲切成两个工件如图 3 所示)。
3 模具的改进
在充分分析新构建的工件结构的基础上,为提高生产效率,保证工件形状要求,同时降低生产成本及操作人的劳动强度,设计了一种弯曲切断复合模。模具结构如图 4 所示,整套模具仍置于压力机上加工,模柄 7 安装于压力机模柄孔中,顶料杆 10 在压机弹性缓冲器作用下将卸料块 5 顶至与弯曲凹模 3 平齐,工作时,坯料置于模具适当位置,冲床滑块开始下移,弯曲凸模 4 首先与板料接触,在弯曲凸模东弯曲凹模 3 及卸料块 5 的共同作用下开始弯曲坯料,随着冲床滑块的下移,切断凸模 6 也开始与即将弯好形的半成品接触,于是弯曲凸模 4 一边对工件弯形校正,一边与切断凸模 6 共同作用,将板料切成两件,完成工件的加工。
随着滑块的上移,装于压机模柄孔中的打料杆 8 与压力机中的打料横杆相撞,卸料力经打料杆 8 传于卸料杆 9 ,由卸料杆 9 将冲切的废料推出弯曲凸模 4 的型腔,与此同时,加工好的工件通过卸料块 5 作用也被顶出弯曲凹模 3 的型腔,完成整个工件的加工,模具转入下一个工作循环。
由于模具工作的后续阶段为弯曲及切断复合,为保证弯曲的精度,应合理安排切断的时机,使切断凸模 6 在工件即将完成弯曲时才开始接触坯料。因此应控制切断凸模 6 高度,使其仅比闭合后的卸料块 5 底端高出 4mm , 从而既保证了冲切的工件精度又避免了影响弯形精度。
弯曲凸模 4 既是弯形的凸模又是工件切断的凹模,故其外形与弯曲凹模 3 的型腔应保证单面弯曲间隙 3 . 0 - 3 . 1 mm ,其内腔与切断凸模 6 选用小间隙,保证单面冲切间隙 0 . 15 ~ 0 . 18mm ,而其内腔与卸料杆 9 的间隙保证为 0 . 1 ~ 0 . 2 mm ,以保证弯形及切料准确、卸料可靠。
4 结语
改进设计后的弯曲切断复合模,经制造、试模,生产的工件一次性符合图纸要求。已生产工件数万件,产品质量稳定,模具工作可靠。



